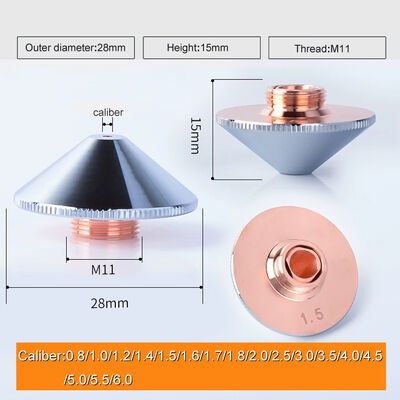
HT4400 Swirl Ring 120792, Plasma Cutter Swirl Ring, Plasma Machine Swirl Ring
Vragen:
Q1: Kan ik gratis monsters krijgen om de kwaliteit te controleren?
A: Natuurlijk, we kunnen de gratis monsters leveren, maar je moet de express kosten zelf dragen.
V2: Kan ik de vervoerderskosten betalen?
A: Ja, u betaalt de express betaling of uw rekening is in orde.
Q3:Kan ik mijn merk op mijn producten plaatsen?
A: Ja, we hebben uw machtigingscertificaat nodig.

| Machines |
HEC NO. |
Referentie NIE. |
Beschrijving |
|
HT4400
|
H04785 |
120785 |
Elektrode, zuurstof, 100 ampère. |
| H04793 |
120793 |
Elektrode, zuurstof, 200 ampère. |
| H04802 |
120802 |
Elektrode, zuurstof, 300 ampère. |
| H04810 |
120810 |
Elektrode, zuurstof, 400 ampère. |
| H04855 |
120855 |
Elektrode, stikstof, 200/400Amp |
| H311: niet-gecertificeerd |
120783 |
Swirl Ring, zuurstof, 100 ampère. |
| H3401 tot en met |
120784 |
Swirl Ring, zuurstof, 100 ampère, CCW. |
| H3401 tot en met |
120791 |
Swirl Ring, zuurstof, 200 ampère. |
| H3402 |
120792 |
Swirl Ring, zuurstof, 200 ampère, CCW. |
| H3401 tot en met H3402 |
120913 |
Swirl Ring, zuurstof, 300 ampère. |
| H3401 tot en met H3402 |
120914 |
Swirl Ring, zuurstof, 300Amp, CCW |
| H3203 |
120939 |
Swirl Ring, zuurstof, 400 ampère. |
| H340: |
120940 |
Swirl Ring, zuurstof, 400 amp, CCW |
| H3701 tot en met |
120853 |
Swirl Ring, stikstof, 200/400Amp. |
| H14777 |
120777 |
Luchtpijp, zuurstof, 100 ampère. |
| H14778 |
120778 |
Mondstuk, zuurstof, 100 ampère, CCW. |
| H14787 |
120787 |
Luchtpijp, zuurstof, 200 ampère. |
| H14788 |
120788 |
Luchtpijp, zuurstof, 200 ampère, CCW. |
| H14794 |
120794 |
- Het gaat om een waterdichtheid van 300 ampère. |
| H14795 |
120795 |
- Zuiveringsstuk, zuurstof 300/stikstof 200 amp, CCW |
| H14934 |
120934 |
Lucht, zuurstof, 400 ampère. |
| H14935 |
120935 |
Luchtpijp, zuurstof, 400 amp, CCW. |
| H14856 |
120856 |
Nitrogeen, 400 ampère. |
| H14857 |
120857 |
Nitrogeen, 400 amp, CCW. |
| H44786 |
120786 |
Behoudsgrenzen: 100/200/300/400Amp |
| H44907 |
120907 |
Behoudingslimiet 100/200/300/400 amp met HIS-tab |
| H44786 |
120786 |
Behoudsgrenzen: 100/200/300/400Amp |
| H44984 |
120984 |
Houdingsgrens 100/200/300/400 amp onder water |
| H4401 |
120651 |
Hoofdstuk van de fakkel |
| H3401 tot en met H3402 |
120025 |
waterkoelbuis |
| H3402 tot en met H3403 |
044028 |
O-ring |
|
HT 4001
|
H04285 |
020285 |
Elektrode,N2 |
| H04663 |
020663 |
Elektrode, zuurstof, 260 amp. |
| H04630 |
120630 |
Elektrode, zuurstof, 340 amp. |
| H74039 |
020039 |
Swirl Ring,N2,120/166/187 |
| H74040 |
020040 |
Swirl Ring,N2 |
| H311: niet toegepast |
020623 |
Swirl Ring, zuurstof. |
| H4105 tot en met |
120135 |
Swirl Ring, zuurstof, 340 ampère. |
| H14281 |
020281 |
N2 spuitstuk. |
| H14282 |
020282 |
N2 spuitstuk. |
| H14283 |
020283 |
N2 spuitstuk. |
| H14284 |
020284 |
N2 spuitstuk. |
| H410: niet-gecompliceerd |
020086 |
Luchtpijp, zuurstof. |
| H44580 |
020580 |
Behoudplafond,N2 |
| H44579 |
020579 |
Behoudplafond |
| H44185 |
120185 |
Oxygen, 50 ampère. |
Technische ondersteuning:
Een
Plasmasnijmachine zaken die aandacht nodig hebben
De selectie van de snijparameters van CNC-plasmasnijmachine is erg belangrijk voor de snijkwaliteit, snij snelheid en efficiëntie.Het juiste gebruik van een CNC-plasma-machine voor hoogwaardig snel snijden, moeten de parameters van het snijproces diepgaand worden begrepen en beheerd.
Ten eerste, snijstroom: het is de belangrijkste snijprocesparameters, die rechtstreeks de snijdikte en -snelheid, dat wil zeggen het snijvermogen, bepalen.een toename van de energie van de boog, snijvermogen, de snij snelheid wordt verhoogd; 2, snijstroom stijgt, het verhogen van de diameter van de boog boog variabele ruwe maakt snijbreedte; 3,Het snijden van de huidige ambassadeur naar het mondstuk verhoogt de warmtebelasting, de spuitstuk vroegtijdige schade, snijden kwaliteit van de natuurlijke achteruitgang, kan niet eens normale snijden.Daarom moet de snijstroom en de bijbehorende spuitstuk worden gekozen op basis van de dikte van het materiaal voor het snijden.
Ten tweede, snij snelheid: optimale snij snelheidsbereik volgens de apparatuur die wordt geselecteerd of getest om te bepalen, vanwege de dikte van het materiaal, verschillende materialen, hoge smeltpunt,thermische geleidbaarheid en het smelten van de oppervlaktespanning en andere factorenDe belangrijkste prestaties: 1, de snij snelheid kan worden verbeterd om de kwaliteit van de snij te verbeteren, dat is een licht smalle incisie,het snijvlak gladder2, de snij snelheid is te snel dat de snijlijn energie lager dan de vereiste waarde,snij naad in de straal kan niet snel gesmolten snijden smelten onmiddellijk geblazen en de vorming van grotere weerstand3, wanneer de snij snelheid te laag is omdat de snijplaat een plasmabooganode is,om de stabiliteit van de boog te behouden, anode plek of anode gebied moet van recente boog snijden naden gevonden in de buurt van de geleiding huidige plaats, tegelijkertijd zal meer warmte door te geven aan een radiële straal, zodat de incisie werd breed,aan beide zijden van de inkeping van gesmolten materiaal in de onderkant van de flens4, wanneer de snelheid zeer laag is, omdat de snij te breed is,De boog zal zelfs uit te zettenHet kan worden gezien dat een goede snijkwaliteit en snij snelheid niet kunnen worden gescheiden.

 Uw bericht moet tussen de 20-3.000 tekens bevatten!
Uw bericht moet tussen de 20-3.000 tekens bevatten!